板厚 0.05mm〜1mm
薄板溶接はお任せください
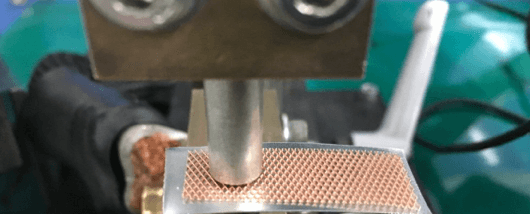
薄板溶接事例
アルミ1.5mm+銅0.8mm

銅リード線+SUS板

NiリードΦ0.08㎜+SUS板

銅メッシュ材+アルミ

動画で見る溶接事例
SUS×Ni×Niの端子3枚溶接事例
(※動画はSUSの厚み0.1㎜の材料にNiの厚み0.2㎜のリード板2枚を溶接した事例です。)
Ti×丸棒の溶接事例
(※今回使用した材料はチタン0.8mmの板材と3φの丸棒となります。)
三興工業の薄板溶接技術
スポット溶接

プロジェクション溶接

自動溶接

はんだ付け

板厚0.05mm〜対応可能
板厚0.05mm〜対応可能です。
アルミや銅などの難溶接材にも対応可能で、母材へのダメージを極力抑えた加工を施します。
異種金属同士の溶接や、メッシュ・線材などのあらゆる形状にも対応いたします。

プレスからASSYまで一貫対応

各工程を複数社に依頼するといったお手間はとらせません。
試作・開発時のご提案から、プレス、溶接、そしてその後のASSY・検査・納品まで一貫で対応可能です。
ご希望の材料の溶接可否の確認やコスト・強度を踏まえた異種金属のご提案、破壊試験での引張強度の確認等、お客様のご要望を実現するお手伝いから生産ラインでの量産対応のご提案まで、三興工業の技術力、生産性、提案力を活かした試作・加工技術を提供いたします。
月1個〜小ロット対応可能
月1個の少ロット生産から月2万個程度の量産まで、幅広く対応可能です。
薄板溶接の基礎
薄板溶接の基礎知識
薄板溶接は、製造業において重要な加工技術の一つです。一般的に板厚が3mm以下の金属板を薄板と呼び、その溶接には特別な知識と技術が求められます。薄板は熱に対して敏感で変形しやすい特性を持つため、溶接時には細心の注意が必要となります。溶接部の品質は製品の耐久性や安全性に直接影響するため、適切な溶接条件の設定と技術の習得が不可欠です。
薄板溶接の技術と用途
薄板溶接技術は精密機器の製造分野で広く活用されており、特に電子部品の端子接続や小型センサーの製作に不可欠な技術となっています。医療機器の精密部品製作では、微細な薄板溶接による高精度な接合が求められ、計測機器の検出部でも重要な役割を果たしています。これらの用途では、溶接部の強度と精密さの両立が求められるため、高度な技術力が必要とされます。
薄板を溶接する際の代表的工法
アーク溶接
アーク溶接は、電極と母材の間に発生するアーク放電の熱を利用して金属を溶融・接合する方法です。溶接機から供給される電流により電極と母材の間にアークが発生し、その3,000℃以上の高温で金属を溶かします。溶接棒は溶けながら溶接部に供給され、溶融池を形成します。この溶融池が冷却・固化することで接合が完了します。精密部品の薄板溶接の場合、この過程を低電流で慎重に制御する必要があります。

TIG溶接
TIG溶接では、タングステン電極と母材の間にアークを発生させ、そのアークの熱で母材を溶融します。タングステン電極は溶けない電極として機能し、必要に応じて溶加材を手動で供給します。また、アーク周りには不活性ガス(主にアルゴン)を流すことで、溶接部の酸化を防止します。この方法では、アークの発生から溶接の完了まで、溶接部を目視で確認しながら精密な制御が可能です。小型の精密部品の溶接において、TIG溶接は特に重要な役割を果たしています。

抵抗溶接(※弊社で対応可能)
抵抗溶接は、二つの電極間に部材を配置し、加圧しながら大電流を流すことで接合する方法です。この方法では、部材自体の電気抵抗によって発生するジュール熱を利用して溶接を行います。加圧-通電-冷却のサイクルは通常0.1~0.5秒程度で完了し、この短時間での溶接により熱影響を最小限に抑えることができます。
抵抗溶接には複数の方式があり、代表的なものにスポット溶接、シーム溶接、突合せ溶接などがあります。特に小型精密部品の製作では、電子部品の端子接続や微細なセンサー部品の組立てにおいて、スポット溶接方式が多用されます。また、医療機器の微細部品やセンサーデバイスの組立てにおいては、精密に制御された突合せ溶接が用いられることもあります。
抵抗溶接の特徴として、
①局所的な加熱による最低限な熱影響
②高速な溶接サイクル
③再現性の高さ
が挙げられます。これらの特徴は、精密部品の製作において特に重要な利点となっています。

薄板溶接の勘所
電流設定の調整
電流設定は薄板溶接の成否を決める重要な要素です。電流値は母材の材質や板厚、周囲の環境温度などを考慮して微調整する必要があります。特に小型部品の溶接では、過剰な入熱による変形を防ぐため、可能な限り低い電流値から調整を始めることが推奨されます。
熱の管理
薄板溶接における熱管理は特に重要です。過度な熱入力は母材の穴あきや変形を引き起こす原因となります。この対策として、母材の下に銅板やアルミ板を敷いて熱を効率的に逃がす方法が効果的です。特に銅板は熱伝導率が高いため、優れた熱シンクとして機能します。また、溶接の中断や作業位置の移動により、局所的な熱集中を避けることも重要です。精密部品の溶接では、この熱管理が製品の品質を左右する重要な要素となります。
溶接の順序と固定
溶接時の歪みを最小限に抑えるためには、適切な順序と確実な固定が不可欠です。溶接前に専用の治具を使用して部材をしっかりと固定し、溶接による熱歪みを防止します。小型部品の場合、特に精密な位置決めが重要となるため、マイクロメートル単位での調整が可能な治具の使用が推奨されます。溶接順序は、中心から外側へ、あるいは対角線状に進めることで、歪みを分散させることができます。また、一箇所に連続して熱を加えることを避け、間隔を置いて溶接することで、熱による変形を抑制します。
溶接棒の選び方
溶接棒の選択には、母材の特性を十分に考慮する必要があります。母材と同等以上の機械的性質を持つ溶接棒を選択することで、必要な強度を確保できます。また、溶接時の作業性や溶込み具合なども考慮に入れる必要があります。精密部品の薄板溶接では、一般的に低入熱で作業できる細径の溶接棒が適していますが、接合部に求められる強度や使用環境に応じて適切な選択を行うことが重要です。
異種金属同士の薄板溶接
異種金属の溶接では、金属間の物理的・化学的な違いが大きな課題となります。例えば、銅とアルミニウムの溶接では、熱伝導率や融点の違いが溶接品質に大きく影響します。銅は約1085℃、アルミニウムは約660℃と融点が大きく異なるため、一方が過剰に溶解する一方で、もう一方が十分に溶けないという問題が発生します。さらに、異種金属間では電位差による腐食のリスクも考慮する必要があります。これらの課題に対しては、専用の溶接材料の使用や、超音波溶接などの特殊な溶接方法の採用が有効です。
メッシュや撚り線など異形状との薄板溶接
メッシュや撚り線との溶接では、接合面の不均一性が大きな課題となります。特に電子部品における微細なメッシュや細径の撚り線の溶接では、高い精度と確実性が求められます。メッシュ溶接の場合、交差部での確実な接合が求められますが、熱が集中しやすく、溶け落ちのリスクが高まります。一方、撚り線との溶接では、線材が熱により変形しやすく、意図した形状を保持することが困難です。これらの課題に対しては、抵抗溶接などの瞬間的な熱入力が可能な溶接方法を選択し、専用の治具を用いて確実な位置決めを行うことが重要です。また、溶接条件の最適化により、必要最小限の熱入力で十分な接合強度を確保することが求められます。