
精密抵抗溶接加工について
抵抗溶接とは溶接したい金属の溶接部に電流を流し、これによって生ずる抵抗熱で接合部を加熱し、同時に圧力を与えて金属を溶接する方法です。
一般に「重ね抵抗溶接」と「突合せ抵抗溶接」に分けられます。当社では「重ね抵抗溶接」の代表的なものとしてスポット溶接(spot welding)での弱電精密部品の加工を主たる事業として展開しています。
三興工業の精密抵抗溶接
板厚0.08mm〜 微細な溶接技術
板厚0.08mm~微細な溶接に対応可能です。
小さい母材には荷重がかかりやすく、溶接の難易度が高いですが、創業当初から弱電精密部品の溶接加工を主としてきたノウハウにより、微細な溶接加工を実現します。
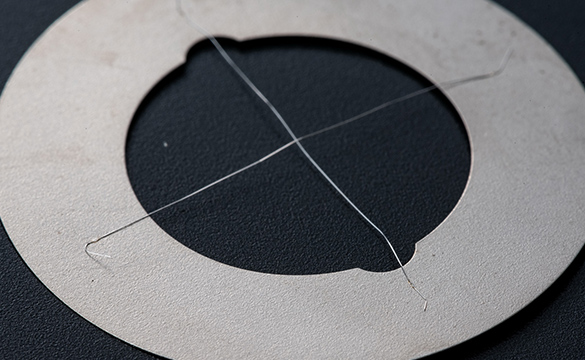
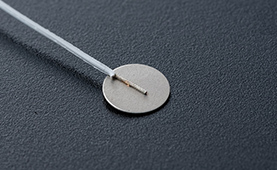
白金線Φ0.1㎜+SUS板
微細溶接を実現する技術力
お客様の要望や溶接の対象物に合わせて、最適な溶接方法で対応いたします。

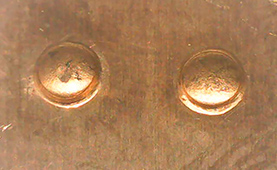
スポット溶接

プロジェクション溶接
自動溶接

はんだ付け

確かな溶接品質
大手企業様とのお付き合いや量産のご依頼も多く、加工品についてはロット管理を実施しトレーサビリティに対応いたします。出来上がった製品は外観検査、破壊検査など、お客様のご要望に合わせた検査を実施いたします。自社での材料保管にも留意し、温湿度管理を徹底しております。

異材・多形状対応
アルミ、銅をはじめニッケル、SUS、鉄など幅広く対応いたします。
独自のノウハウにより、最小限の加圧でスパッタを抑えた溶接が可能で、母材へのダメージを抑制します

アルミ (1mm) + 銅 (1mm)
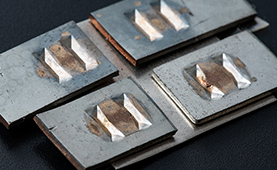
ニッケル (0.5mm) + 銅 (1mm)
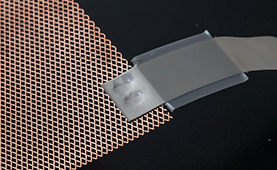
メッシュ材 (0.3mm) + 純Ni端 (0.1mm)
Niリード微細線(Φ0.08㎜)+SUS板
多角的な提案
頂いた設計に対して、メッキ加工の有無や溶接に適した素材の提案などサポートさせていただくことも可能です。

提案内容例

- 適切な端子形状の提案

- 用途に合わせた材質提案
- コストを考慮した材質代替提案

- 最適な溶接方法の選定
- 溶接を考慮したプレス提案
精密プレス・ASSY技術
三興工業では溶接だけでなく、前工程である材料の打ち抜きや、後工程の組み立てもお任せいただけます。一連の工程を考慮し、効率良く加工を進めます。



