


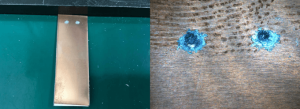
溶接後の打点

引張試験機で破断強度を確認。
数値は1.5㎏(14.7N)

破断確認後の状態
ナゲット痕2/2で接合成功。

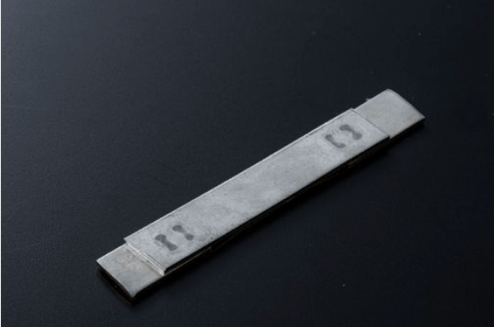
溶接後の打点
引張試験結果:強度4.8㎏ 47N、破断2/2
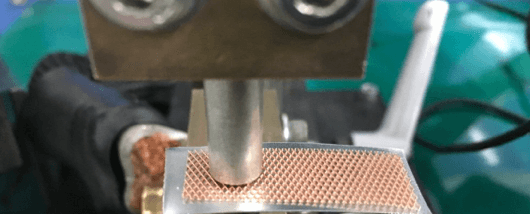
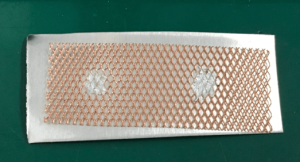
溶接後

引張試験結果:強度19.6N、破断2/2
大阪府守口市南寺方東通6-12-6
TEL:06-6992-2474(電話受付 平日 9:00〜17:00)

溶接後の打点
引張試験機で破断強度を確認。
数値は1.5㎏(14.7N)
破断確認後の状態
ナゲット痕2/2で接合成功。
溶接後の打点
引張試験結果:強度4.8㎏ 47N、破断2/2
溶接後
引張試験結果:強度19.6N、破断2/2
