当社では薄板、小物の部品の溶接を得意としており、異種金属接合まで幅広く対応いたします。ぜひお気軽にご相談ください。
チタンの溶接事例
チタン板材(0.8mm)とチタン丸棒(3φ)
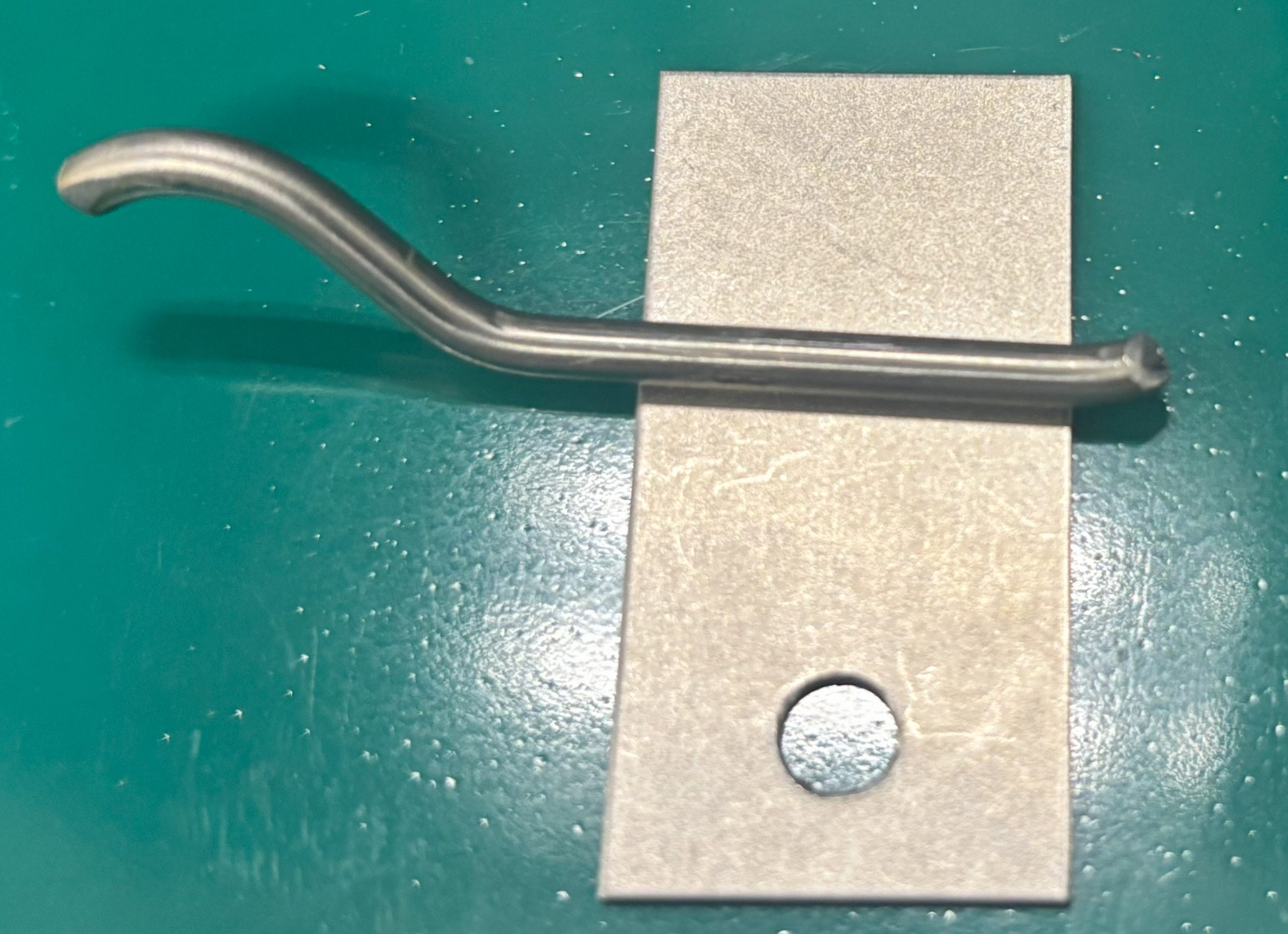
事前の実験や条件出し、また電極棒への工夫によって丸棒を潰さずに溶接をすることができました。
お客様からも外観品質について高評価をいただきました。



大阪府守口市南寺方東通6-12-6
TEL:06-6992-2474(電話受付 平日 9:00〜17:00)

当社では薄板、小物の部品の溶接を得意としており、異種金属接合まで幅広く対応いたします。ぜひお気軽にご相談ください。
事前の実験や条件出し、また電極棒への工夫によって丸棒を潰さずに溶接をすることができました。
お客様からも外観品質について高評価をいただきました。
