♯1 リード線(より線)の精密抵抗溶接|薄板との溶接事例・半田付けとの比較
リード線溶接事例
リード線+銅

| 素材 | リード線+銅 |
|---|---|
| 溶接方法 | ダイレクトスポット溶接 |
| 板厚 | 銅1.0㎜+リード線 |
| 備考 | 半田付け⇒抵抗溶接へ変更 |
銅リード線+SUS板

| 素材 | 銅リード線+SUS板 |
|---|---|
| 溶接方法 | ダイレクトスポット溶接 |
銅リード線+銅板

| 素材 | 銅リード線+銅板 |
|---|---|
| 溶接方法 | ダイレクトスポット溶接 |
| 板厚 | N/A |
Niリード微細線+SUS板

| 素材 | Niリード微細線+SUS板 |
|---|---|
| 溶接方法 | ダイレクトスポット溶接 |
| 板厚 | NiリードΦ0.08㎜ |
Niリード微細線+銅板

| 素材 | Niリード微細線+銅板 |
|---|---|
| 溶接方法 | ダイレクトスポット溶接 |
| 板厚 | NiリードΦ0.08㎜ |
技術比較
抵抗溶接

溶接したい部材に通電する事により起こる発熱を利用して材料を溶かして接合します。
電極で母材(リード線や端子)をはさみ、数ミリ秒〜数百ミリ秒の短時間だけ大電流を流して母材自身を発熱・融解させる方法です。溶加材を使わず、母材同士が直接溶け合うため金属学的に連続した強固な接合部が形成されます。接合中の発熱はピンポイントかつ一瞬に限られるので、周辺に与える熱ダメージも最小化できます。
半田付け

熱で溶かした半田によって金属等の材料を接合します。
母材表面より低融点のはんだ合金を溶かし、濡れ広がらせて表面拡散や金属間化合物の生成で固定する方法です。母材自体を溶かさないので部品に優しい低温プロセスであり、電子回路実装で広く使われています。
※三興工業ではどちらの接合方法も承ります。材質や耐久性、コスト等を踏まえて適した接合方法をご提案いたします。
髪の毛レベル(0.08mm前後)の細線の溶接

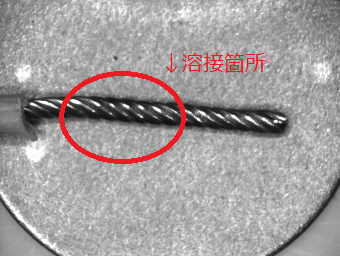
こちらは0.1mm以下の髪の毛レベルの細いニッケル線の接合実験事例です。
ニッケル線にテフロン等が被されていると通電しません。また、細線のため打つ時の位置決めが難しいです。1vでも電圧が高くなるとちぎれてしまいます。
弊社では何故接合ができないかを1から徹底して研究し、適切な条件を見つけ出します。②のように適切な溶接条件を見つけ出すことができれば必ず溶接できます。

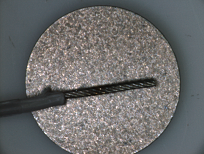
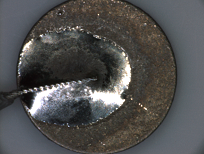
こちらは銅メッキ0.2㎜撚線とニッケル0.2㎜の精密抵抗溶接です。赤い被覆線=銅メッキ撚線 白青線=ニッケル線
引張強度としては線の母材強度より強く接合できました。撚線と単線の精密抵抗溶接の接合も可能です。
抵抗溶接のメリットとは?
- 接合部分の耐熱温度が高い
- 接合時に掛かる時間が短い
- 接合部分の周りへの熱影響が少ない(接合部分の発熱はピンポイント+一瞬の為周辺へ影響しない)
- 半田付け等が使用出来ない物への溶接が可能
- 均質な加工ができる(作業者による仕上がりのバラつきが無い)
耐熱・強度が必要、または半田が濡れにくい材質には抵抗溶接が有利です。特にリード線端子やバッテリータブなどの局所接合で威力を発揮します。
例えば薄板への接合では、熱容量が小さいゆえの加熱過多/不足が最大の難所です。設備条件(電流波形・こて温度)、治具(電極形状・こて先形状)を細かく管理し、常に接合時の「熱バランス」を最適化することが不具合低減の鍵となります。
同じ部材を使用した
抵抗溶接・半田付けによる接合の比較
抵抗溶接・半田付けにてサンプルを各10個ずつ作成し引っ張り試験を実施
抵抗溶接
抵抗溶接最大数値:8.1N
最少数値5.6N
平均数値:6.8N
差 2.5N
半田付け
半田付け最大数値:12.7N
最少数値4.1N
平均数値7.9N
差 8.6N
抵抗溶接は半田付けより強度のばらつきが少なく、安定します。
リード線×薄板の接合における難しさ
抵抗溶接の場合
薄板や金属箔は熱容量が極めて小さいため、わずかな設定ずれで「焼け落ち(過溶融)」や「ヌゲット不足(溶融量不足)」が起こります。
- 過剰電流・電極圧不足 → 板が一気に溶けて穴あき・スプラッタ発生
- 電流不足 → 接合強度不足・界面の未融合
- 電極痕の凹み → 面圧が高すぎる、電極先端の磨耗
はんだ付けの場合
薄板は熱がすぐ裏面に逃げるため温度管理がシビアです。
- オーバーヒート → 板が反る、フラックスが焦げてはんだが弾く
- 濡れ不足 → 酸化膜や汚れ、フラックス切れが原因
- はんだブリッジ → 隣接パッドが近いと表面張力で半田が橋掛けしやすい
それぞれ生じやすい不具合があるため、工法や接合する材質の特性をよく理解した上で加工する必要がございます。
弊社では様々な接合に関する実験・検証・試作対応等を行っております。
接合に関するご相談・お悩み等、是非お気軽にお問い合わせ下さい。
三興工業(株) TEL 06-6992-2474 本社工場